
Contrôles qualité en interne
Nous avons mis en place différentes procédures permettant de répondre au mieux aux exigences des clients
- Classe I : application standard
- Classe II : application automobile / ferroviaire / gros volume / contrôle spécifique
- Classe III : pièce sécurité – application aéronautique
Ces classes de procédure diffèrent dans l’approche de l’enduction (fréquence et types de contrôles – préparation – tests de couples…) avec un impact sur le prix.
Pour les produits polyamide (Tuflok – nylon HT)
- Les couples contrôlés en production ne nécessitent pas de polymérisation et valident les réglages en production.
Pour les produits microencapsulés :
Les couples sont contrôlés après polymérisation (minimum de 72 heures)
- Classe I : par prélèvement sur certaines productions
- Classes II et III : systématiquement sur toutes les productions avec archivage des résultats.
Nous contrôlons lors de ces prélèvements les couples selon les normes du client (ou DIN 267 part 27 si non spécifié)
Nous utilisons en standard un écrou acier brut dégraissé (ISO4032)
Nous pouvons utiliser un outillage spécifique du client dans certains cas.
La longueur et la position du patch ainsi que son aspect sont vérifiés régulièrement.
Nous archivons ces données pour la traçabilité de nos productions.

Normes et fonctions
Notre large gamme de produits permet de répondre à la plupart des normes, qu’elles soient automobile, industrielle, aéronautique ou ferroviaire.
Nous travaillons en étroite collaboration avec les fournisseurs de produits afin de vous proposer la meilleure solution technique pour votre application.
Chaque article à enduire est créé avec une norme de référence à respecter.
Sans information du client, nous utilisons la norme DIN 267 part 27 pour les produits microencapsulés.
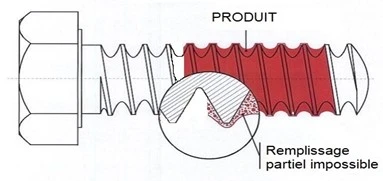
Longueur d’enduction (LE) proposée en standard :
LE : Valeur approchant 1 fois le diamètre (fonction du pas). Tolérance de +/- 1 filet
Exemple pour une M8x125 : LE= 8,75 mm (+/- 1,25) – soit 7 filets remplis (+/-1 filet)
Il n’est PAS possible d’avoir une LE de 8mm sur un pas de 1.25 car le produit va nécessairement remplir le filet dans sa totalité et non partiellement.
Remarque : il est nécessaire de faire valider préalablement la faisabilité sur les valeurs de position (PE) et de longueur (LE) des patchs en cas de doute.
L'avantage Soprilok
- Quelle que soit la classe de procédure choisie, nos caméras ou capteurs de visions contrôlent à 100% l’enduction sur nos machines.
Les couples de nos productions sont contrôlés et nous suivons et archivons les résultats des couples contrôlés pour nos statistiques. Bénéficiez de notre expérience pour déterminer le meilleur produit qui répondra aux exigences de votre application.